
新闻中心
我公司是一家集设计、生产、建造、营销一体化的专业公司。
首页 > 新闻详情
新闻详细
钢结构建筑中斜钢管柱是如何制作的?
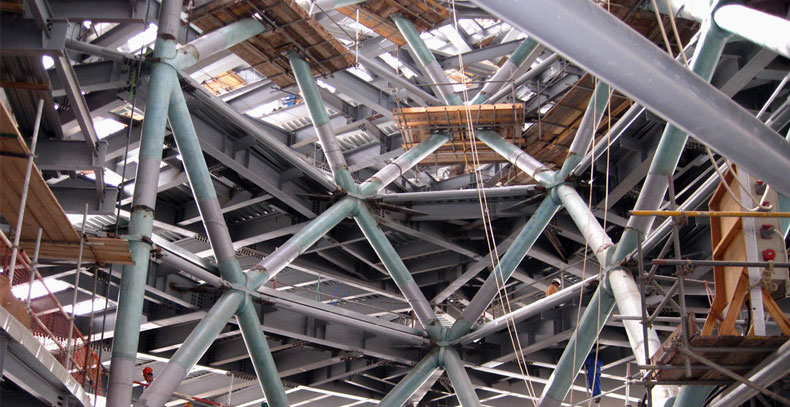
随着各种体育馆的建设,斜钢管柱已广泛用于形状奇特的体育馆建筑中。那么,加工厂的斜钢管柱如何制造? 以下小编将和大家介绍一下在钢结构建筑中斜钢管柱的制造过程是怎样的。斜钢管柱具有在多个方向上与钢梁连接的特点,节点集中且复杂。
1.加深图纸
斜钢管柱的节点集中且复杂,加深图纸的精度尤为重要。每个托梁的角度略有偏差都会影响组件的安装。因此,在加深工程图时,请使用BIM软件1:1整体建模和3D模型创建。直观地反映每个节点的连接方式,可以解决建模过程中的问题。建立模型并确认模型正确后,将使用BIM软件自动生成钢构件加工图和零件加工图。为保证斜钢管柱的加工精度。
2.材料准备
将BIM软件自动生成的零件加工图直接导入到CNC切割机中进行落料,然后使用自动坡口机完成零件坡口。在加工零件时尽可能使用自动化以减少人为错误。
3.组装和焊接前的准备
焊接部位的小毛刺会影响焊接质量。为了确保焊接质量,必须在组装零件之前对零件板上的裂纹和焊接零件进行抛光,并且对凹槽和焊接零件上的渣、油、灰尘和浮锈等进行抛光和清理; 保证了焊接质量。
4.安置和解雇
根据设计图,完成立柱交叉轴线和立柱控制线的定位。根据模型数据,完成柱环板和各托梁的轴线和角度方向的精确定位和设置。并在钢管上标记方向,以方便圆管柱的现场安装。
5.组装
通过组装柱顶环板和柱体控制线,可以组装柱外环板,加强板和连接板,以实现精确定位。 根据立柱顶部截面尺寸和全熔透焊接收缩等因素的影响,控制立柱顶部环板的牛腿接头组件设置截面尺寸,梁托板上的螺栓连接孔与柱体之间的距离,以确保 螺栓孔的精确定位,并预留焊接收缩间隙,以确保组件尺寸符合要求。整体组装完成后,进行组装验收,并在通过测试后添加临时的抗变形措施。
6.焊接预热
由于节点的集中和大量焊缝,为了防止由于焊缝集中而引起的焊接变形,在焊接之前进行焊接预热。
7.焊接
焊缝采用对称焊接。焊接第二层时,焊接方向应与第一层相反,依此类推。每层焊接接头应错开15-20mm。多层焊接,每层焊缝厚度不超过5mm。
8.焊接检查
焊接完成后24小时应进行无损检测,以确保焊接质量。如果发现焊接不符合设计和规格要求,应立即进行返工。
9.除锈和喷涂
焊缝合格后,应对钢管柱进行喷砂处理以除锈。钢管柱的除锈等级和表面粗糙度达到设计要求后,应进行喷漆。喷涂过程中应保护现场焊接部位和螺栓摩擦面。
10.安装
通过精密加深设计和加工过程严格的操作,成功地制造了斜钢管柱,并顺利安装。
斜钢管柱的制造工艺充分体现了钢结构深化设计的重要性。同时,每个人都可以从倾斜钢管柱的制造过程中了解钢结构构件加工的基本过程。
佛山市安美捷轻钢房屋有限公司
共建和谐居住空间


联系信息
地址:广东省佛山市南海区里水镇和顺和桂工业园A区生
活大道5号
业务专线:13016603182
国内业务专线:0757-85126623
财务部专线:0757-85121036
海外业务专线:0757-85115188
联系人:邓先生
传真:0757-85126695
© 2019 佛山市安美捷轻钢房屋有限公司 版权所有
粤ICP备16096799号 网站建设:中企动力 佛山